This site is not supported by your current browser.
Please use one of these browsers.



")
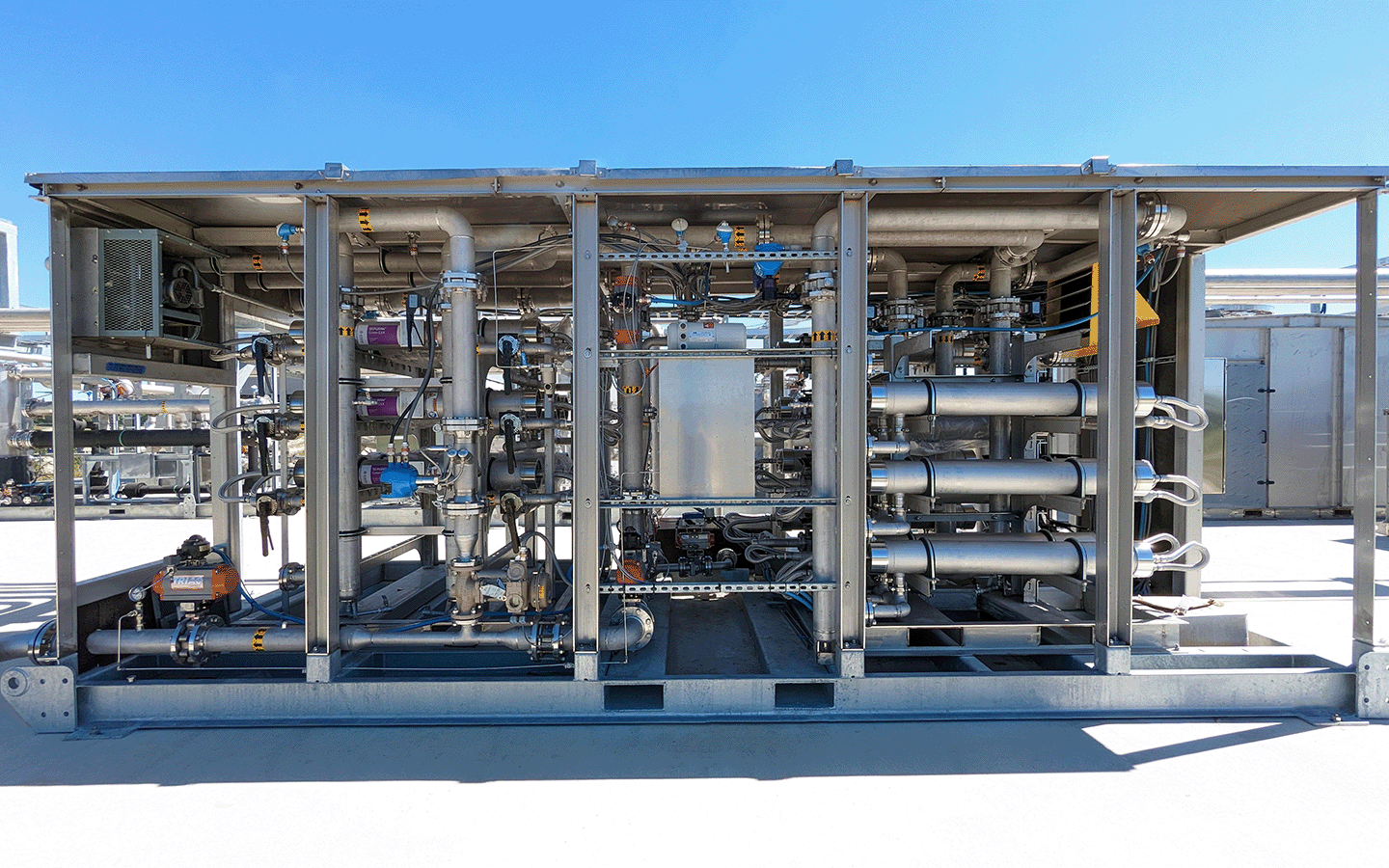
Gas Separation System for Biogas to RNG Upgrading
The GraniteFuel Gas Separation System is engineered to work in tandem with the Process Gas Compression System to transform conditioned biogas into high-purity renewable natural gas (RNG).
Description
Gas Separation System for Biogas to RNG Upgrading
The GraniteFuel Gas Separation System is engineered to work in tandem with the Process Gas Compression System to transform conditioned biogas into high-purity renewable natural gas (RNG). Using advanced membrane separation technology, the system concentrates methane (CH₄) while removing carbon dioxide (CO₂) and trace gases to meet strict pipeline or fueling specifications.
Key Features and Benefits of the Gas Separation System
Integrated Membrane Separation Technology
The system uses high-performance polymeric membranes configured for optimal methane selectivity and CO₂ rejection. Each stage is engineered to achieve target purity while minimizing methane slip and energy loss.
Seamless Integration With the Process Gas Compression System
The separation modules depend on stable, controlled pressure from GraniteFuel’s compression system. The two operate under unified control logic to ensure synchronized operation and consistent gas quality.
High Methane Recovery and Purity
Optimized membrane design and multi-stage configuration allow methane recovery exceeding typical industry performance benchmarks. Operators achieve RNG suitable for pipeline injection, storage, or direct-use fueling.
Continuous Operation With Automated Control
Automated flow and pressure regulation maintain stable separation even under varying feed conditions. Integrated sensors track gas composition in real time for continuous process optimization.
Low Energy Consumption and High Throughput
The system’s efficiency is enhanced by GraniteFuel’s process-driven compression design, which balances membrane pressure, temperature, and flow to maximize gas recovery at the lowest energy cost.
Compact, Modular Design
All membrane vessels, piping, and controls are preassembled on a skid-mounted platform for simplified installation and maintenance. Systems can be scaled or expanded by adding membrane modules to match project capacity growth.
Gas Separation System Applications in Biogas and RNG Projects
Agricultural Biogas and Farm Digesters
In farm-based RNG projects, the Gas Separation System produces pipeline-grade methane from digester biogas. Working with the Process Gas Compression System, it provides stable performance under variable biogas supply while maintaining consistent product quality.
Wastewater Treatment and Municipal Facilities
Municipal wastewater plants rely on consistent upgrading efficiency to meet RNG injection standards. GraniteFuel’s integrated compression and separation system ensures optimal gas purity, protecting equipment and reducing operational cost.
Landfill Gas Conditioning and Recovery
Landfill gas streams often vary in composition and humidity. The Gas Separation System, supplied by the paired Compression System, maintains stable methane recovery despite these fluctuations, providing continuous and predictable RNG output. Each system is customized for the site’s gas composition, target purity, and throughput requirements, ensuring the best balance between methane recovery, efficiency, and energy cost.
Integration with Other GraniteFuel Systems
The Gas Separation System operates at the final stage of the upgrading process. Upstream, it receives conditioned gas from the VOC and Siloxane Removal, NH₃ Removal, and O₂ Removal Systems. It depends on the Process Gas Compression System to maintain steady operating pressure and flow, forming a unified compression and separation module.
Downstream, the upgraded RNG stream can be directed to drying, metering, or injection systems as required. All components communicate through GraniteFuel’s common control architecture, allowing fully automated operation and plant-wide coordination.
For more information, please visit our website.